






TMS-600ZT万向动力头带刀塔尾顶车铣复合数控车床 配置说明
(1)主机图如下:

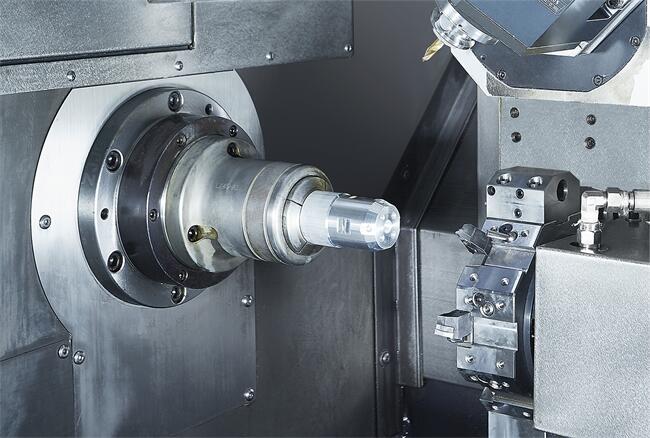
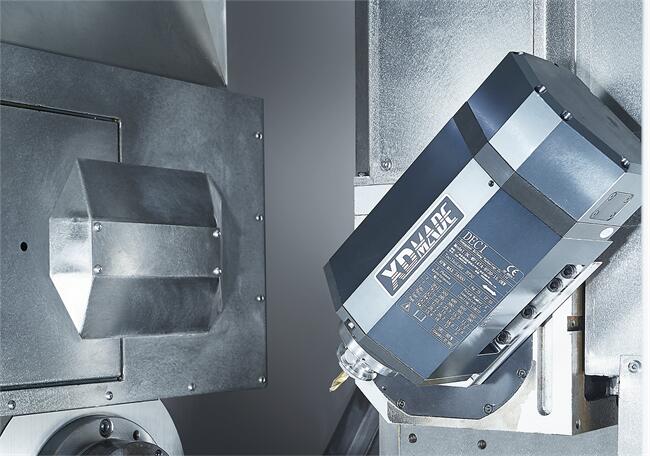
(2)主机结构如下如下


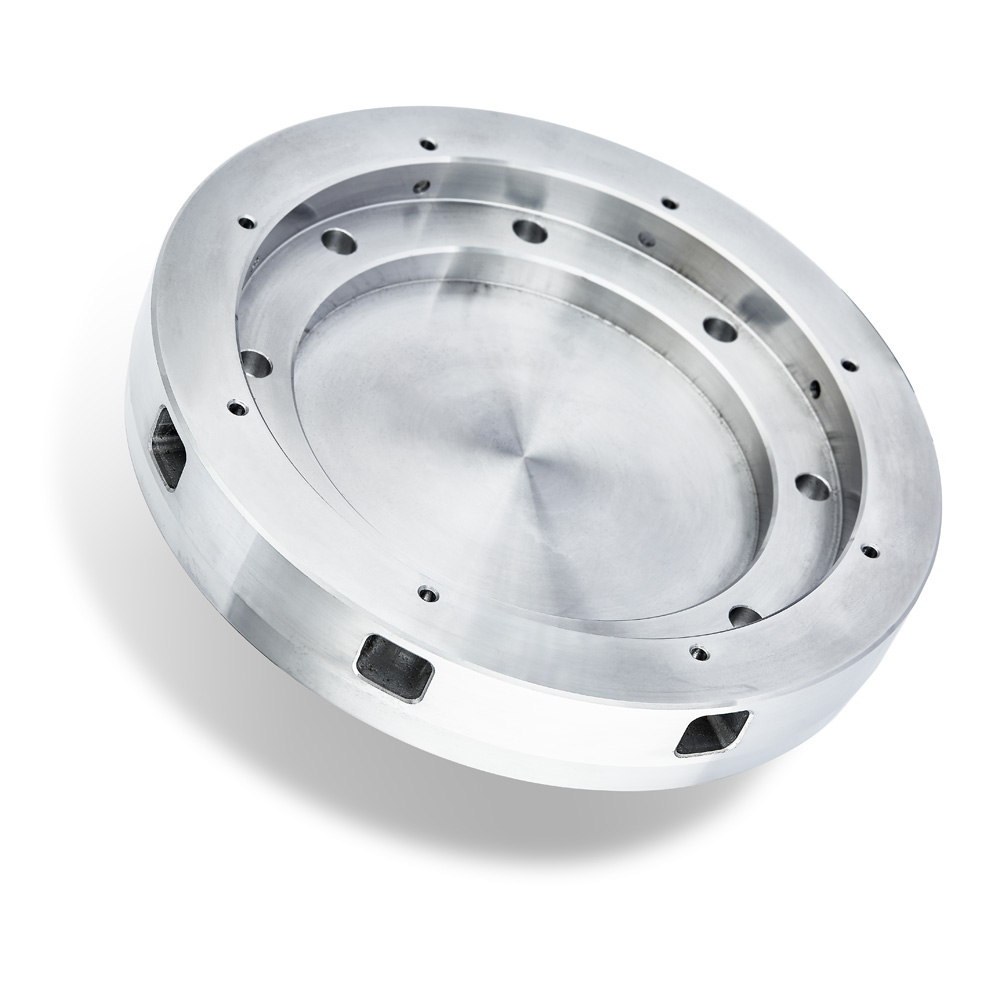
(3)加工产品如下:





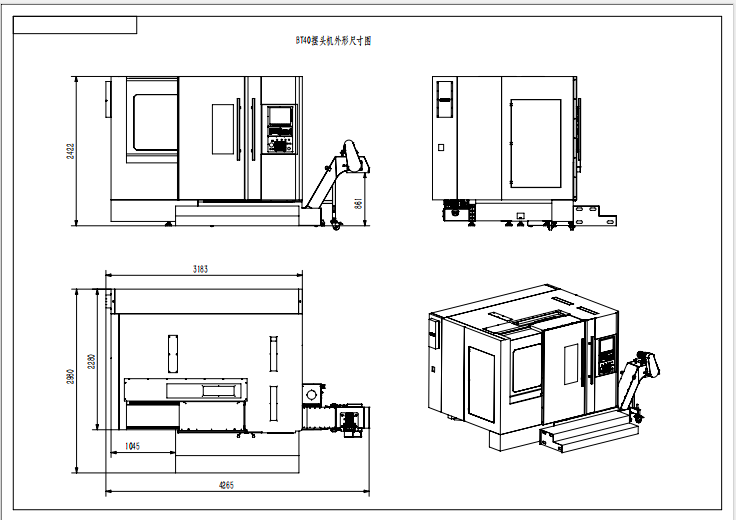
(3)TMS-600ZT 外形尺寸图)
.
一、基本配置
|
序号 |
规格型号 |
TMS-600ZT万向动力头带刀塔尾顶车铣复合数控车床 |
|
|
主 要 配 置 |
|||
|
1 |
机床控制器 |
台湾新代220TB(总线绝对值) |
|
|
2 |
X/Y轴驱动器及电机 |
台湾新代伺服电机(带刹车2.4KW) |
|
|
3 |
Z轴驱动器及电机 |
台湾新代伺服电机(2.4KW) |
|
|
4 |
主轴驱动器 |
台湾新代伺服驱动器(11KW) |
|
|
5 |
主轴电机 |
台湾新代伺服大扭力盘式电机(11KW) |
|
|
6 |
刀塔驱动伺服 |
台湾新代刀塔伺服电机(0.85KW) |
|
|
7 |
万向动力头 |
瑞恒伺服电机(15KW) |
|
|
8 |
刀库 |
12工位伺服刀库(XD-MADE) |
|
|
9 |
刀塔 |
12工位伺服刀塔(XD-MADE,420mm刀盘) |
|
|
10 |
尾座 |
伺服尾座 |
|
|
11 |
丝杆 |
台湾滚珠丝杆(上银或者银泰P4)(X轴φ40、Y轴φ40、Z轴φ40、尾座φ40) |
|
|
12 |
导轨 |
台湾滚柱导轨(上银或者银泰P4)(X轴45、Z轴55、Y轴45、尾座45) |
|
|
13 |
主轴 |
通福套筒式主轴A2-6 |
|
|
14 |
机架材质 |
铸件连体床身 |
|
|
标 准 配 置 |
|||
|
1 |
自动润滑系统(昱普) |
||
|
2 |
液压夹紧系统(海博) |
||
|
3 |
三色LED 指示灯(欧洁) |
||
|
4 |
冷却系統(诺克) |
||
|
5 |
工作照明灯(欧洁) |
||
|
6 |
拉杆、锁套个一件 |
||
|
7 |
刀座标配4个(2个外圆刀座、2个镗孔刀座) |
||
|
8 |
内六角扳手和说明书个一套 |
||
|
9 |
液压后拉式筒夹 |
||
|
选 配 附 件 |
|||
|
1 |
五轴五联动功能(标配五轴四联动) |
||
|
2 |
液压卡盘 |
||
|
3 |
油膜式送料器 |
||
二、主要技术参数指标
|
项目 |
参数 |
|
|
加工范围 |
X轴最大行程 |
440mm |
|
Y轴最大行程 |
545mm |
|
|
Z轴最大行程 |
985mm |
|
|
摇摆头水平过中心最大行程 |
106mm |
|
|
最大回转直径 |
800mm |
|
|
最大车削直径 |
650mm |
|
|
最大加工长度 |
650mm |
|
|
移动速度 |
X轴G00速度 |
18m/min |
|
Y轴G00速度 |
18m/min |
|
|
Z轴G00速度 |
18m/min |
|
|
主轴 |
型号 |
A2-6 |
|
主轴通孔 |
65mm |
|
|
主轴最高转速 |
4000r/min |
|
|
最大通过棒料 |
52mm |
|
|
动力头 |
动力头夹头形式 |
BT40/HSKA63 |
|
动力头最高转速 |
24000r/min |
|
|
动力头摆角度范围 |
0-150度 |
|
|
动力头刀库数量 |
12把 |
|
|
尾座 |
尾座套筒直径 |
80mm |
|
尾座行程 |
650mm |
|
|
尾座形式 |
伺服尾座 |
|
|
尾座套筒锥度 |
5# |
|
|
刀架 |
装刀方式 |
刀塔 |
|
刀柄型号 |
方刀座25*25mm 镗孔40mm |
|
|
机床重量 |
设备净重 |
6.2T |
|
机床尺寸 |
长*宽*高 |
3090*2250*2420mm |
|
安徽新代数控车床检验数据 |
|||||
|
序号 |
检验项目 |
验收结果 |
允许值 |
单位 |
|
|
1 |
加工精度 |
X轴 |
±0.005 |
±0.01 |
mm |
|
Y轴 |
±0.005 |
±0.01 |
mm |
||
|
Z轴 |
±0.005 |
±0.01 |
mm |
||
|
2 |
重复定位精度 |
X轴 |
±0.002 |
±0.005 |
mm |
|
Y轴 |
±0.005 |
±0.005 |
mm |
||
|
Z轴 |
±0.002 |
±0.005 |
mm |
||
|
3 |
加工精度 |
±0.008 |
±0.01 |
mm |
|
|
4 |
加工工件圆度 |
0.002 |
±0.002 |
mm |
|
|
5 |
加工工件平面度 |
0.02 |
≤0.02 |
mm |
|
|
6 |
加工工件的表面粗糙度 |
0.8 |
≤1.6 |
mm |
|
|
7 |
加工锥度(100MM)长 |
0.01 |
≤0.02 |
mm |
|
|
8 |
主轴跳动 |
0.002 |
≤0.002 |
mm |
|
|
9 |
主轴分度精度 |
0.005 |
≤0.01° |
degree |
|
|
10 |
A轴的定位精度 |
±5 |
±8 |
arcsec |
|
|
11 |
A轴重复定位精度 |
±3 |
±5 |
arcsec |
|
三、机床特点
1、该机床整体铸件床身,床身床脚采用树脂砂铸造,实效处理,采用超音频淬火。结构稳定,刚性可靠。
2、该机床内防护为整体移动内防护,比传统机床内防护效果提升百分之七十。有效阻挡了铁渣和切削水和杂物进入丝杆导轨,更好防护了电器设备。不仅有利的机床的保养和清理工作,更加延迟的机床的使用寿命。
3、Z轴采用日本小巨人设计结构,导轨为水平台阶式放置,大大提高了导轨的耐磨性和刚性。
4、机床使用自动润滑计量油排,确保每个需要润滑的位置都有润滑油进入。
四、技术服务要求
1、安装调试:卖方现场免费安装、调试设备,并对操作人员进行简单培训,如操作人员无操作经验,短时间无法进行正常生产,操作人员需到我公司进行培训,吃住自负。
2、技术支援:卖方提供有效的技术支援,可跟根据产品的技术特性,进行加工程序优化参考。为卖方所需要加工的产品的夹具、治具在设计应用方面提供支援。
3、保修期限:机床验收后,机床提供12个月免费保修,保修期内免费维修服务,且服务及时有效。若机床出现非机床自身质量问题引起的维修,卖方需要收取服务费。
4、服务时间承若:卖方在接到机床故障报修2个小时内做出处理。如需要到现场,24个小时内,售后服务人员到现场处理(省內)。
5、保修期满后服务:保修期满后,卖方可长期向买方提供全面优惠的易损维修配件。且维修配件以卖方的采购成本卖向买方提供。如需卖方到现场更换,需另收人工差旅费。
五、验收
1、验收标准:安装技术要求标准进行验收。或者按照客户订单要求进行验收。
2、在买方工厂进行安装、调试完成进行最终验收,按国标(GB/T8771.2-1998)和技术协定内容验收设备几何和位置精度并加工标准试件,双方确认。
3、客戶可到本工厂进行机床验收(费用由买方自行负责).
4、卖方在安装、调试好机床身边后,买方应在<<验收合格>>单或者送货单上面签字,若有品质异议应在收到机床后七日内书面向供方提出,否则视为品质合格。
六、其他事项:其他未写明事项由买卖双方协商处理。
您好,欢迎莅临精阳机械,欢迎咨询...




